2·
17 days agoTurning leftovers into fried rice generally results in one of my favorite foods. That’s not to say I don’t like more upscale options too, but man.
Turning leftovers into fried rice generally results in one of my favorite foods. That’s not to say I don’t like more upscale options too, but man.

Tons of incremental updates.
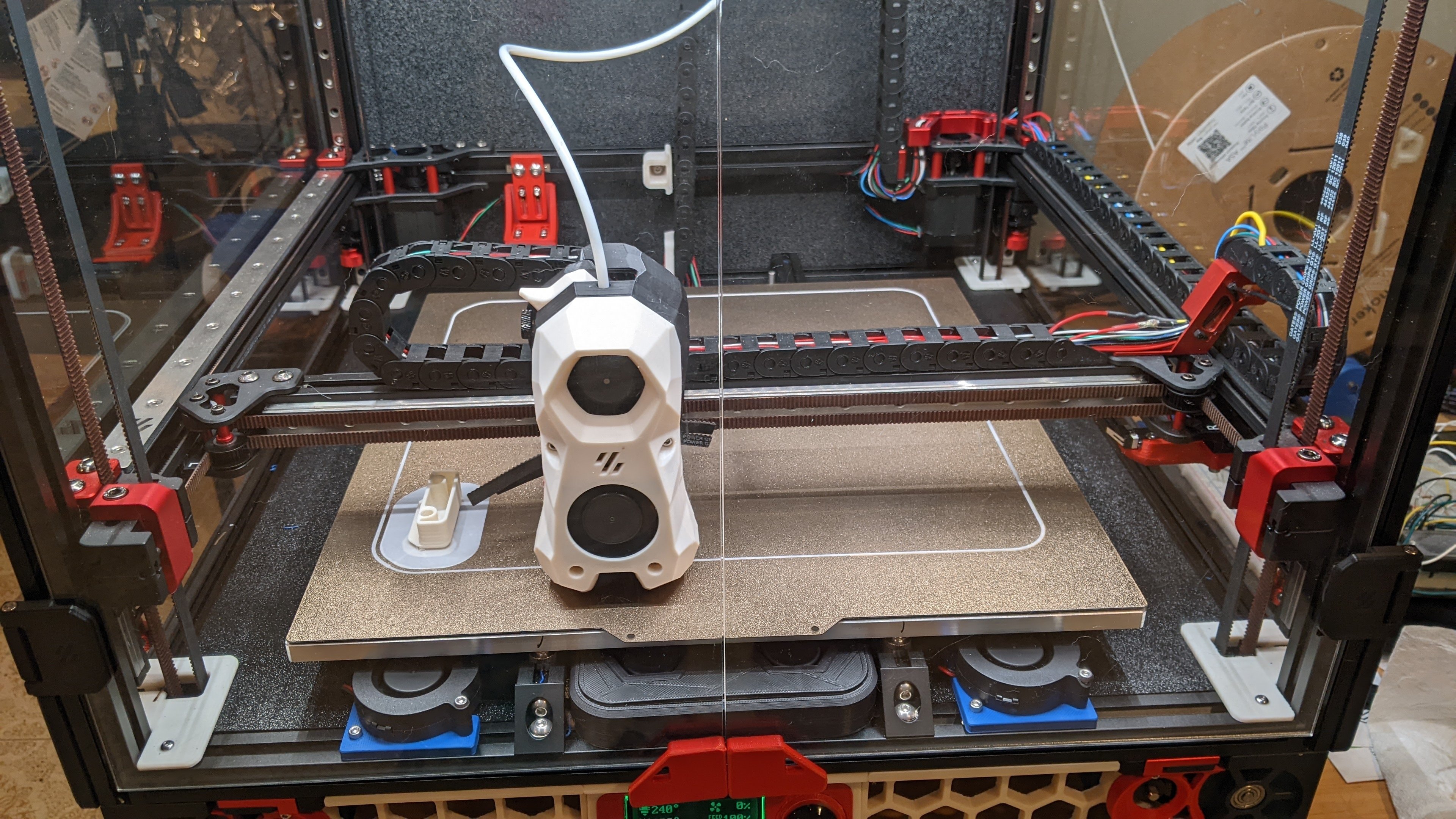
Based on the printer in the picture I think you have one of the answers, lol.
The other answer is slicers, but if you’re using Bambu’s you’ve also seen that change now.
I agree that building a Voron is a project. I had a Pursa I3 clone (knockoff) that I used to print most of my parts on. If you don’t already have a 3D printer you can use the Print it Forward program to get printed parts shipped to you. Parts aside, your first build will take an easy 20-40 hours. This isn’t because the build is hard, it’s just that the build is long - especially if you want to have your wiring just-so. On the upside, you’ll have a very good knowledge of how your printer operates at a physical and firmware+Klipper config level once your done.
Be wary of better. From a quality of life perspective I would absolutely put my 2.4 ahead of a Prusa. For example, I can mechanically level my bed via automation. That said, expectations often outstrip reality. Beware of what you’re getting into.
I think you got a lot of good replies, but at a glance no one said “Prusa good!” so here’s that reply. Prusa printers are workhorses. They run their own machines in a print farm printing parts for the printers they sell and iterate/bring tweaks into production.
If you look at posts from a year or more ago they’ll frequently appear as trustworthy/hassle free options. They’ve somewhat fallen out of favor from a price to performance ratio, but if you want a hassle free printer so you can just worry about printing they’re still a good option.
Jumping in here, a lot of what you said checks Voron boxes. Fast, CoreXY, can print a range of material, completely open source. I really like my 2.4. You can self source the whole BOM from wherever you want. There are a few BOM in a box options, including some put together by US companies (West 3D) but with whatever you buy a decent quantity of the BOM is going to originate overseas.
There’s a very large community around the printer, along with tons of mods. The only thing it doesn’t do out of the box is multi-material, but there are mods for that.
It goes beyond this to the things people print. There’s a lot of… low shelf life dudads turned out by a subset of our community. For example, a coworker printed each of the ten of us a 4" tall Groot as a holiday present pre-covid. I bet most of those wound up in the bin. I totally get the hobby of collecting trinkets, but often wonder about the end state - it will all eventually need a new home or will end up in a landfil.
Plastic recycling is a fine idea, but in many cases the material winds up getting shipped overseas and burned. It’s also the least preferred option of reduce, reuse, recycle. It is cool that some filament companies are now accepting scraps, but that’s not very common (yet?). I also wonder how they deal with contamination. Sorting the different plastic types is difficult today from my understanding. That and low resale value is why plastics recycling is struggling.
All that said, I am a massive believer in functional prints. You can breathe new life into existing things and the things you create can be here for a long time.
You got a few good replies, but I just want to briefly mention build volume. Nearly everything I print is functional. Splitting prints into sections isn’t the biggest deal, but being able to print things in one shot is nice. Consider the size of things you’ll be printing and ask if you think you’ll be happy.
I’ve never heard of PCTG before. A quick Google search and I’ll probably be ordering a spool.
I’ve had similar experiences. PLA is very stiff, which also makes it brittle. I have quite a few functional PETG that have been going strong for years. Now that I can print ASA too, some of my newer functional prints are transitioning materials.
When you smooth you do give up some dimensional accuracy.
These days, I more or less exclusively print ASA and PETG. I would call the ASA tougher than PETG, but PETG’s ability to stick to itself when printing makes me prefer it for thin parts. In my experience, PETG also allows for more elastic (temporary/recoverable) deformation before the part undergoes plastic (permanent) deformation.
Flat thin things are weak. Curved thin things are much stronger. Add compound curves and you’re really talking.
You’ll see this all over if you look for it: ribbed metal siding and roofing, waffle slab cement, automotive hood strength comes from the thin stamped sheet metal on the inside, floor pans have ribbing, soda bottles that you can stand on when empty, etc.
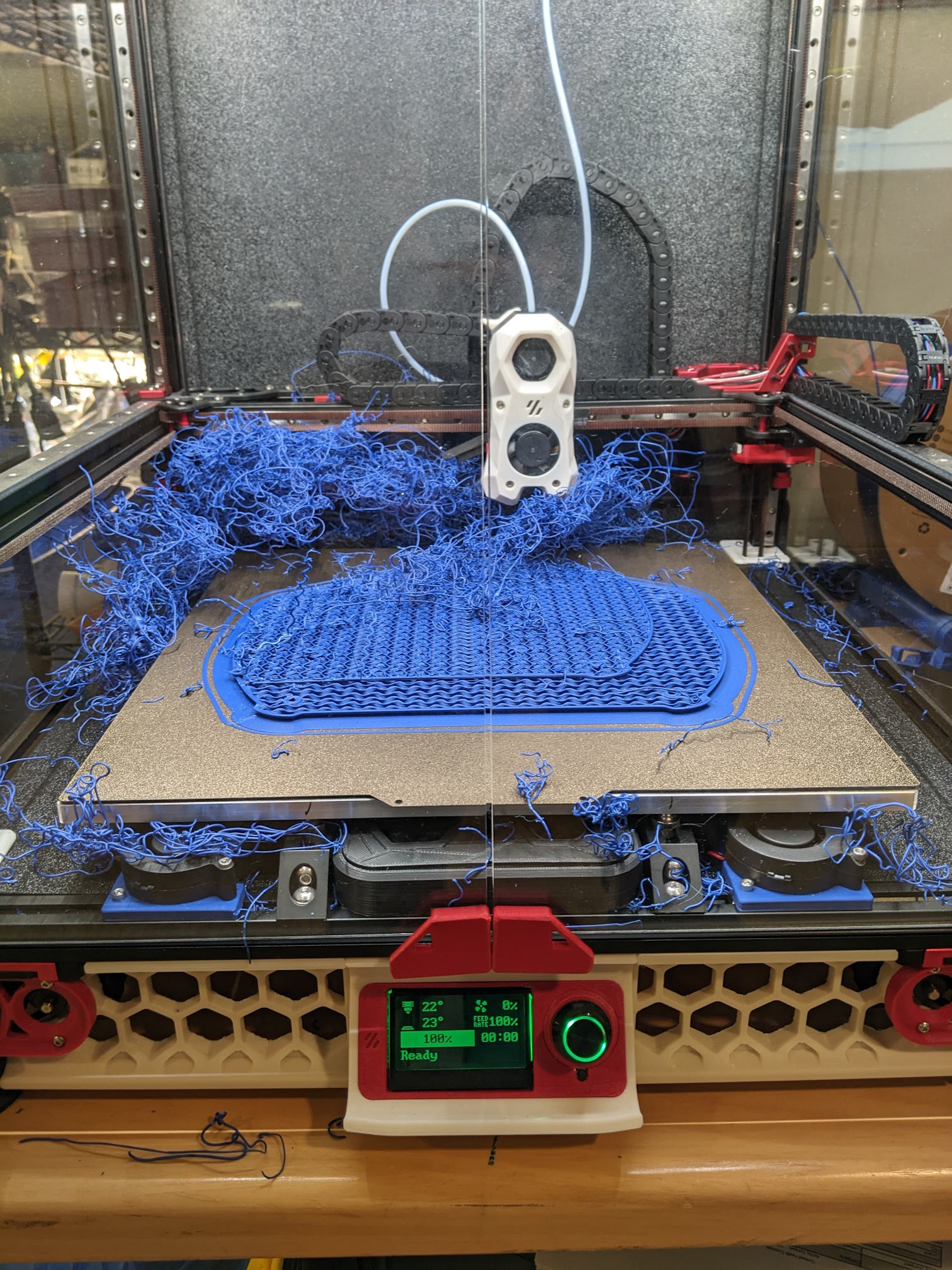
ASA and ABS are warp prone and this is an 11" / ~275mm wide print that’s equally tall 🤷
The build volume of my printer means lots of surface area for the acrylic enclosure, which in turn makes it hard for me to exceed a 50°C chamber temp, despite 4x bed fans.
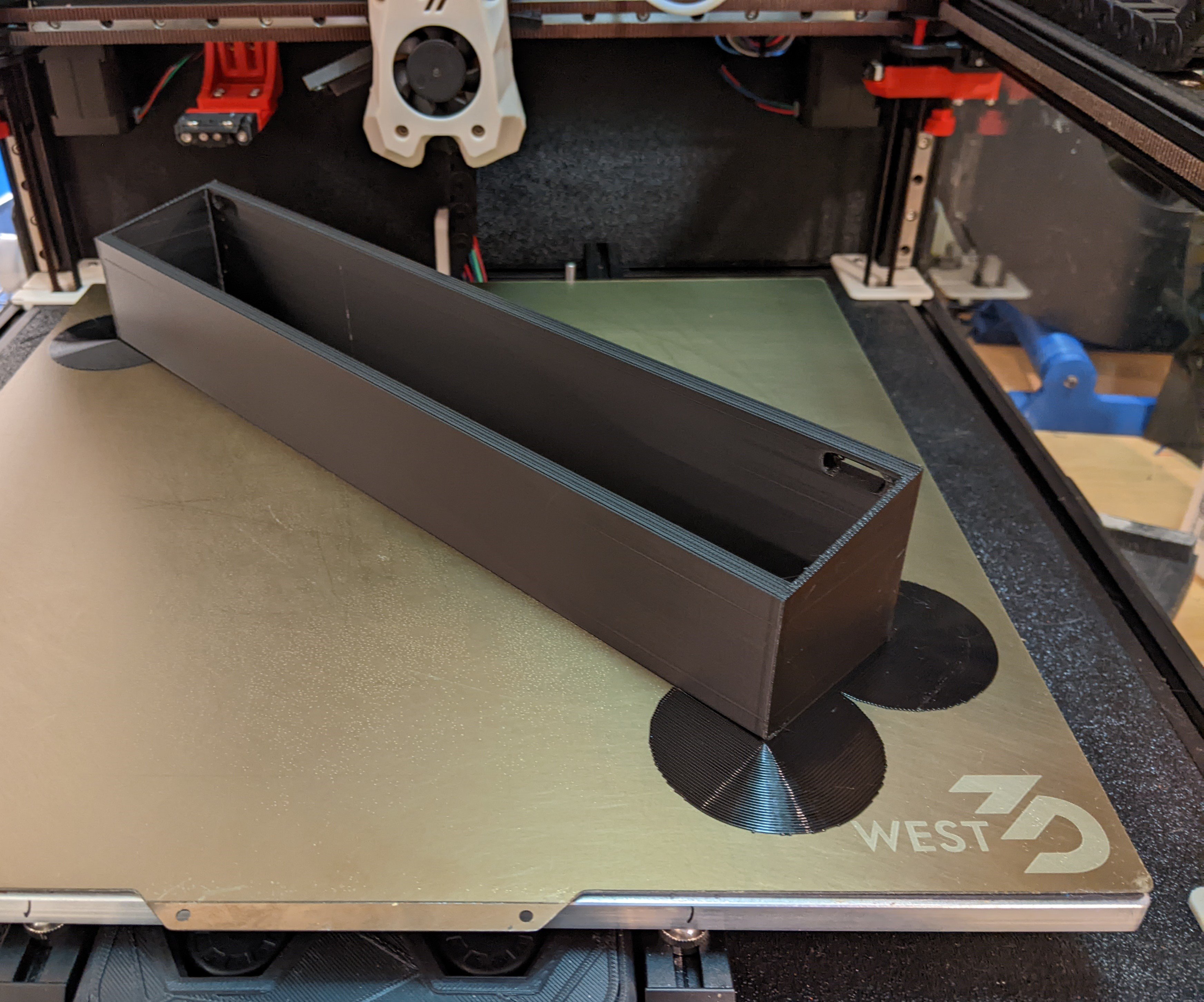
The next print, with normal supports, pulled the bed off the magnetic build plate. Insulation eliminated warping and let me pull off the print.
I do agree that a “nicer” enclosure is the preferred method. I have zero issues with PETG at this size. I’ve never tried PLA on this printer, but it should be fine too.
I will second this, even though I also agreed with “build a Voron”. My 2.4 is a massively capable printer, and has a lot of quality of life features like actual mechanical bed leveling, but odds are your first build will have some teething issues. My extruder motor didn’t have a fully aeat wire terminal in its factory harness so it extruded inconsistently. Thankfully it was easy to find and fix. I’ve had a few wire breaks in my cable chains because I didn’t leave enough slack in the runs. The build itself is also long, but I did find it to be straightforward. Vorons are also Vorons, so the modding is endless.
Printer as a tool? Prusa. Maybe also Voron, especially if you want print volume/raw speed/quality of life. Printer as a tinkering device? Voron. Ship of theseus as you upgrade your way to a better printer? Ender.
Haha, came here to say the same thing.
Looks pretty cool. The frame reminds me a bit of a piper. Is this home brew?
PrusaSlicer is a fork of Slic3r Bambu’s slicer is a fork of PrusaSlicer Orca Slicer is a fork of Bambu’s slicer and also pulls in ideas from super slicer (another PrusaSlicer fork).
In other words, they all share a common lineage. Each adds quality of life improvements over the fork, at least in theory. It’s possible those quality of life improvements will make it back upstream to the thing that was forked.
As for specific examples, Orca Slicer has a somewhat different set of tuning parameters, some unique-to-it quality things like scarf seams, built in tuning prints (temp towers, EM multiplier, pressure advance, a test to find your max flow rate, etc) a revamped UI, etc. I haven’t compared the two in a while, so it’s possible that some of this has made its way upstream by now.
TIL there’s a slicer called Lychee Slicer.
Sounds like a hot mess. Are you looking for a alternative? If yes, provide info but my off the cuff recommendation for a FDM printer is Orca Slicer.
On my direct drive Voron I could make it through retraction tower test prints fine with TPU, but it would always jam with retraction enabled on longer prints with my usual 0.3mm. Pulling apart the extruder would always reveal some TPU had gotten wrapped around the drive gear. Rather than try tuning until the failure went away, I just went with 0 lol.
Thanks for the recommendations, I will check everything out!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Is the print stopping or does the printer keep going like all is well?
If the printer is continuing like everything is normal, you can surmise that the issue is either the heater, the extruder, or the filament path.
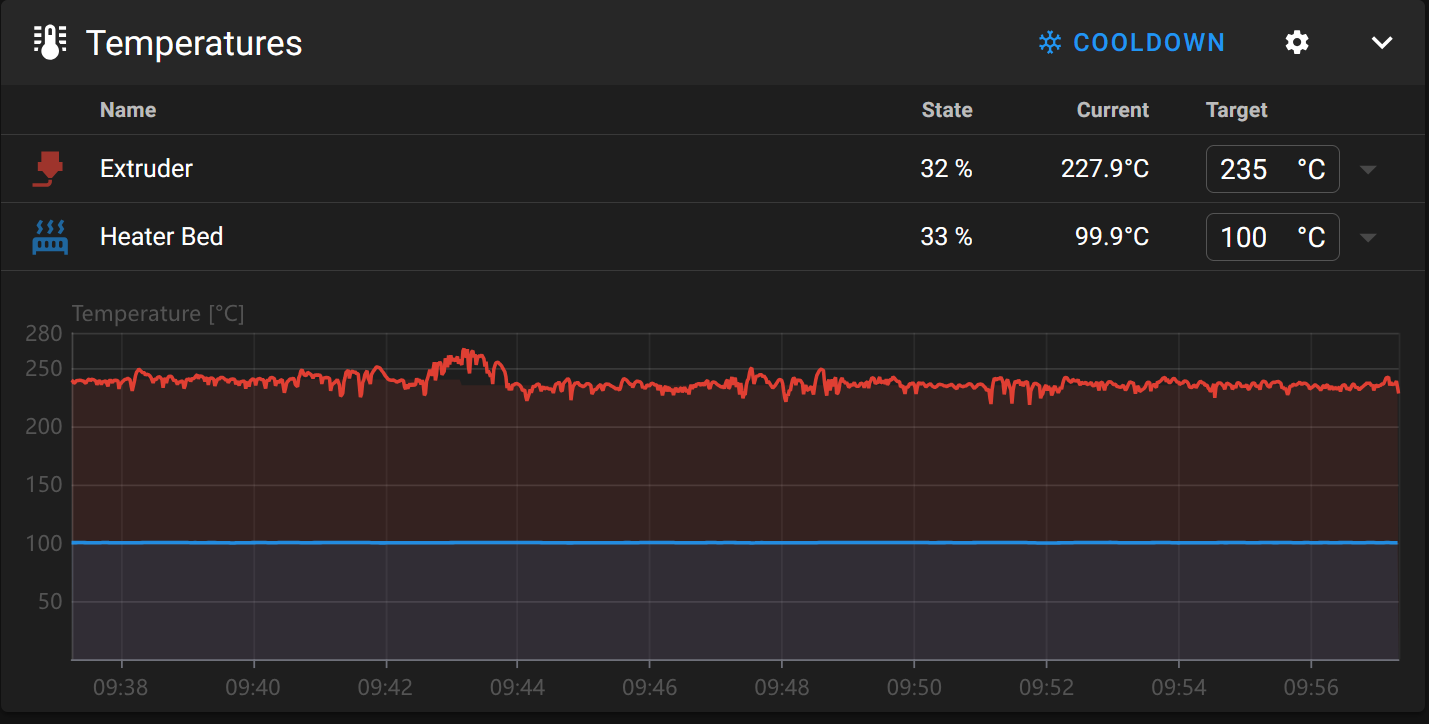
What does your temp graph look like during the print? Oscillations = potential wiring issue, especially if they’re not present for the whole print.
Have you caught the printer doing this? Is the extruder clicking? If yes, something is preventing the filament from moving through the extruder. You’re either developing a clog or something is preventing the filament from feeding (binding, etc).
If the extruder isn’t clicking, and the print continues for a bit, does the extruder slowly chew through the filament? If yes, you probably need more tension on the feed screw. I would still suggest looking for souces of binding.